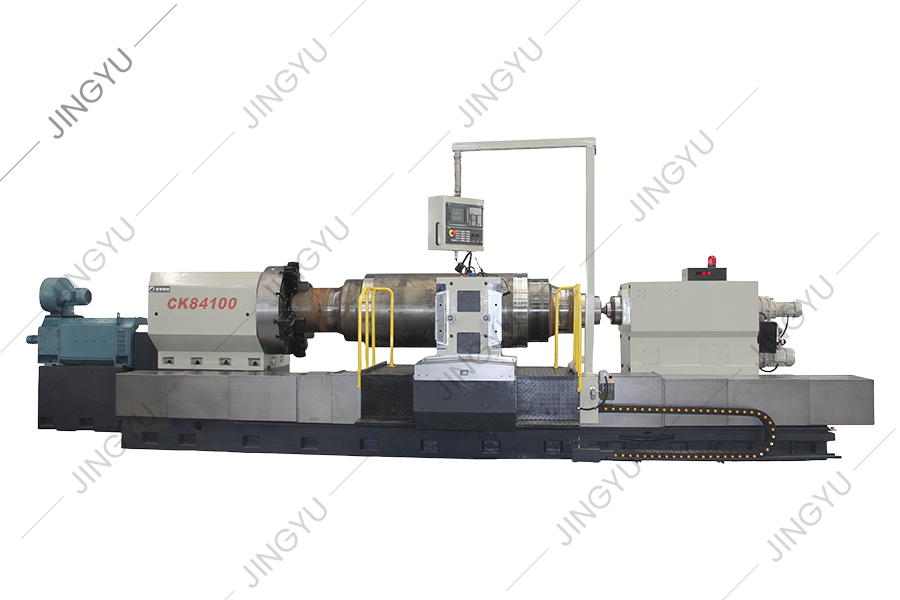


CK84100
● Das CK84100 CNC Roll -Drehbett nimmt die insgesamt 4 1 -Führungsstruktur an, dh die horizontale Anordnung des Bettes von vier rechteckigen Schienen, um die Bewegung und Positionierung des Sattels und des Hakens zu liefern, und setzt eine Auxiliärschiene auf der vertikalen Oberfläche des Vorderseite des Bettes. größeres Schneidmoment.
Die Referenzführerschiene des Bettes nimmt das allgemeine Super-Audio-Löschung an, und die passende Oberfläche ist mit einem importierten Weichgürtel befestigt, um die Mikro-Wear-Bewegung jeder Futterkomponente zu gewährleisten und lange Zeit eine hohe Präzision und hohe Stabilität aufrechtzuerhalten. Es wird ein bestimmter Höhenunterschied zwischen der Sattelschiene und der Heckstockschiene entwickelt, um sicherzustellen, dass Chips und Kühlmittel nicht in die Sattelschiene eindringen.
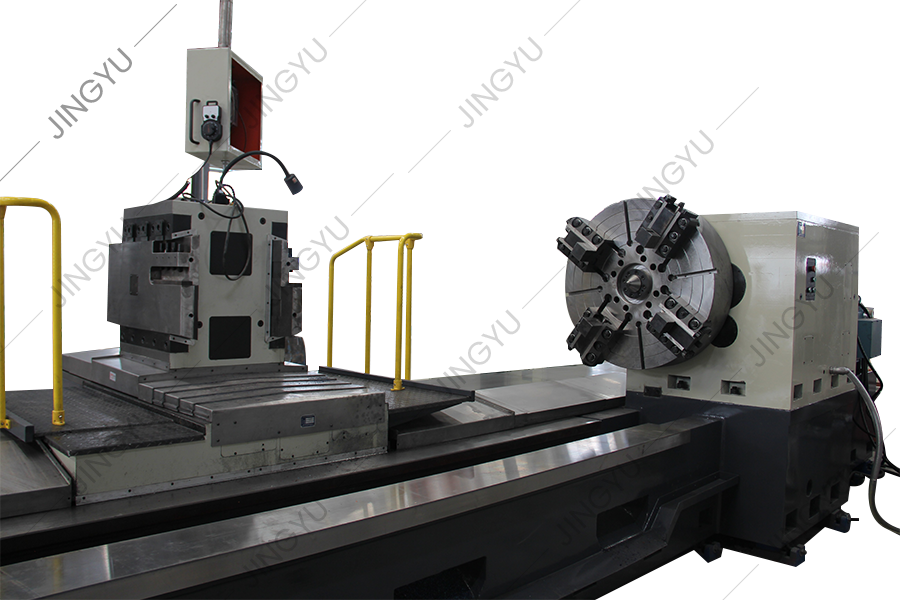
● Der Inhaber des Sattelwerkzeugs nimmt ein AO-Typ-Integral-Tool-Halter-Schema an. Der Werkzeughalter kann die Starrheit des Werkzeughalters verbessern und die Vibration während der Drehung der Werkzeugmaschine verringern. Und durch Anpassung der Position der Werkzeugruheplatte, um sich an die Tiefenrollenverarbeitung anzupassen. Reduzieren Sie die mangelnde Steifigkeit, die durch die Erweiterung des Werkzeuggriffs verursacht wird, damit der Werkzeuggriff Resonanz und die Schnittleistung beeinträchtigt.
Unser Unternehmen kann auch den CNC -Tool -Inhaber entsprechend den Anforderungen des Kunden konfigurieren (es wird empfohlen, dass sich Angle Steel -Benutzer auswählen).
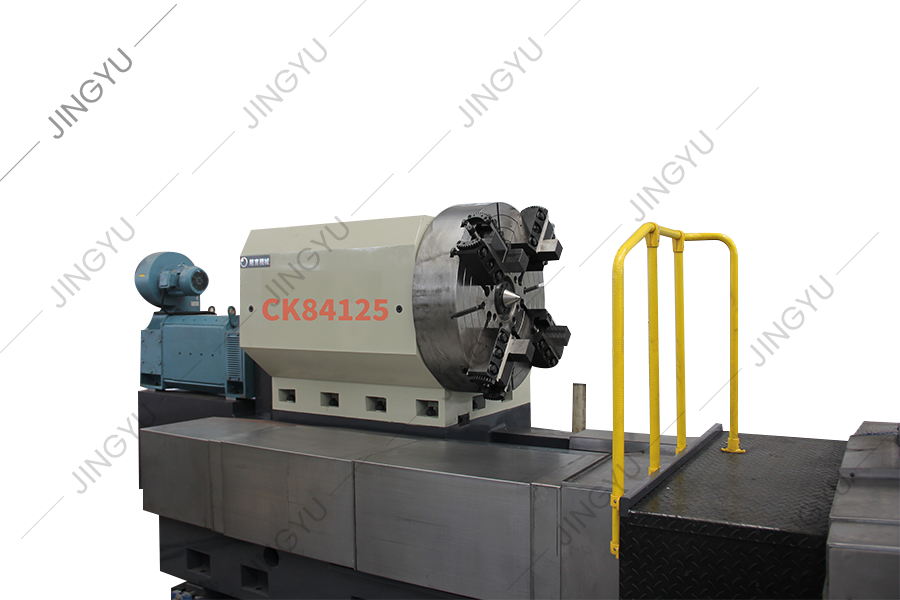
CK84125
● Der Drehspackstock nimmt eine verstärkte Doppelwand-Boxstruktur an. Die Hauptwelle übernimmt die Form einer Zwei-Punkte-Unterstützung, einer angemessenen Lagerkonfiguration und des Spannungsdesigns. Die Hauptwelle hat eine hohe Starrheit und die Lagerkapazität. Das optimierte Übertragungssystem wird durch einen Präzisionsgetriebe mit 6 Stufen mit Hochfrequenzlöschung und Schleifen angetrieben, sodass der Spindelstock die Eigenschaften von geräuschem Rauschen, hoher Übertragungsgenauigkeit und großer Ausgangsdrehmoment aufweist.
Das Hauptwellengetriebe übernimmt das motorische Geschwindigkeitsregulierungsschema für die automatische Schalt- und DC-Geschwindigkeitsregulierung des Hydraulic Automatic Shift 2, damit die Maschinenspindel einen weiten Bereich von 1-200 U / min und hohe dynamische Eigenschaften des Geschwindigkeitsregulierungsbereichs aufweist.
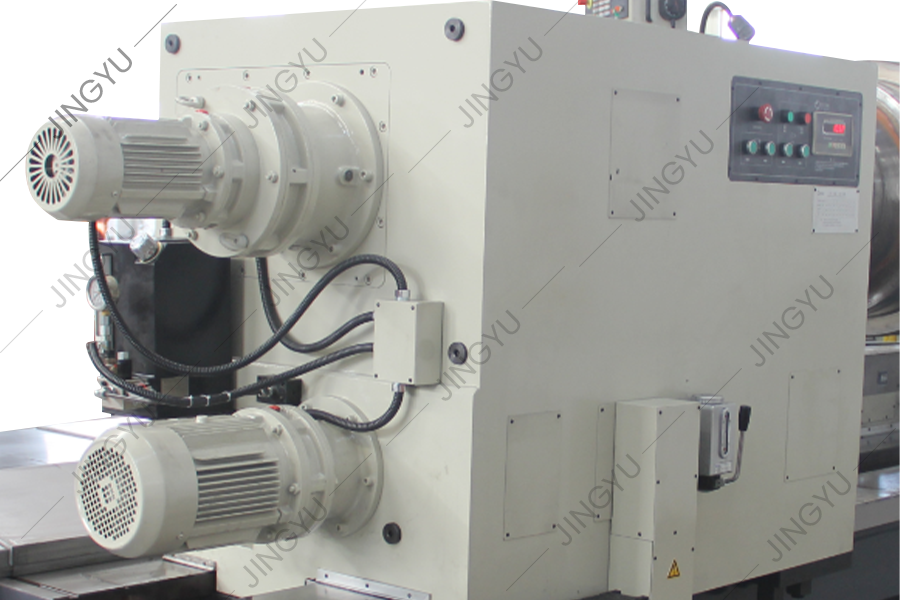
Die Rückseite des Spindelstocks ist mit einer Knopfstation ausgestattet, die den Betrieb der Spindel steuern kann, z. B. positive und negative Drehung und Notfallstopp.
● Der Haken Das Heckstockspindel-Verjüngungsloch ist 100-1: 5. Der Heckstockkörper nimmt eine integrale Struktur an, die die Nachteile einer instabilen Genauigkeit, einer schlechten tragenden Kapazität und einer schlechten Zuverlässigkeit durch die traditionellen oberen und unteren Split-Strukturen beseitigt.
Die Heckstock des Werkzeugmaschine ist mit einem Hochleistungsdrucksensor ausgestattet, der für die Einstellung, Messung und Rückmeldung der Heckstock-Klemmkraft verwendet wird, wenn die Drehmaschine das Werkstück klemmt. Durch Einstellen und Einstellen des Bedieners für den Betriebsdruck kann die Anziehungskraft der Kaderstockspitze auf dem Werkstück automatisch gesteuert und angezeigt werden. Die Lockerung und Klemmung der Heckhülse wird automatisch durch das Hydrauliksteuerungssystem realisiert.
Ein Mechanismus für die Wärmeverformungskompensationsmechanismus für die Wärmeverformung ist in der Heckstockhülle konzipiert. Die axiale Längenänderung des Werkstücks während des Betriebs der Werkzeugmaschine wird durch die Scheibenfeder in der Hülse absorbiert und ausgeglichen.