

● Das CK8450H CNC Roll Drehbett verwendet ein Siemens 828D CNC -System und Siemens Servo Motor Drive, um eine gute Steuerung zu gewährleisten. Das 828D-System verfügt über die Leistung des Programms automatisch Simulationsabschnitt, Fehler selbstdiagnose usw., um die Leistungsstabilität im Schnittprozess zu gewährleisten.
● CK8450H CNC Roll-Drehbett nimmt eine 2 3 lineare Rollführerstruktur an, dh zwei rechteckige Führungsschienen, die horizontal auf dem Bett angeordnet sind, liefern die Bewegung und Positionierung des Heckstocks. Zwei, die parallel angeordnete lineare rollende Guide-Guide-Schienen bieten, liefern die Sattelbewegung und -positionierung, und eine lineare Roll-Guide-Schiene wird auf der vertikalen Oberfläche der Vorderseite des Bettes als Hilfsunterstützung für das Bettsattel eingestellt, um sicherzustellen, dass die Sattel und die Toolrückgewinnung nicht nur eine gute tragende Starrheit und eine hervorragende Empfindlichkeit sowie die dynamische Akzäregie haben.
● Die Drehspindel nimmt ein Zwei-Punkte-Unterstützungsformular, eine angemessene Lagerkonfiguration und ein Spannungsdesign an, und die Spindel hat eine hohe Starrheit und die tragende Kapazität. Das optimierte und entworfene Übertragungssystem übernimmt Hochfrequenz-Löschung und Schleifen von 6-Level-Präzisionsgetriebe, sodass die Spindelbox die Eigenschaften von niedrigem Rauschen, hoher Getriebepräzision und großem Ausgangsdrehmoment aufweist.
Das Spindelgetriebe verwendet ein stufenloses Geschwindigkeitsregulierungsschema mit 2-Gang-Getriebeverschiebung und variabler Frequenzgeschwindigkeits-Motorantrieb, wodurch der Werkzeugmaschinenspindel einen weiten und hochdynamischen Geschwindigkeitsregulierungsbereich von 3 ~ 350 U / min aufweist. Das 2-Gang-Gangwechsel sorgt für das konstante Drehmoment der Spindel bei unterschiedlichen Geschwindigkeiten und verbessert die Schnitteffizienz.
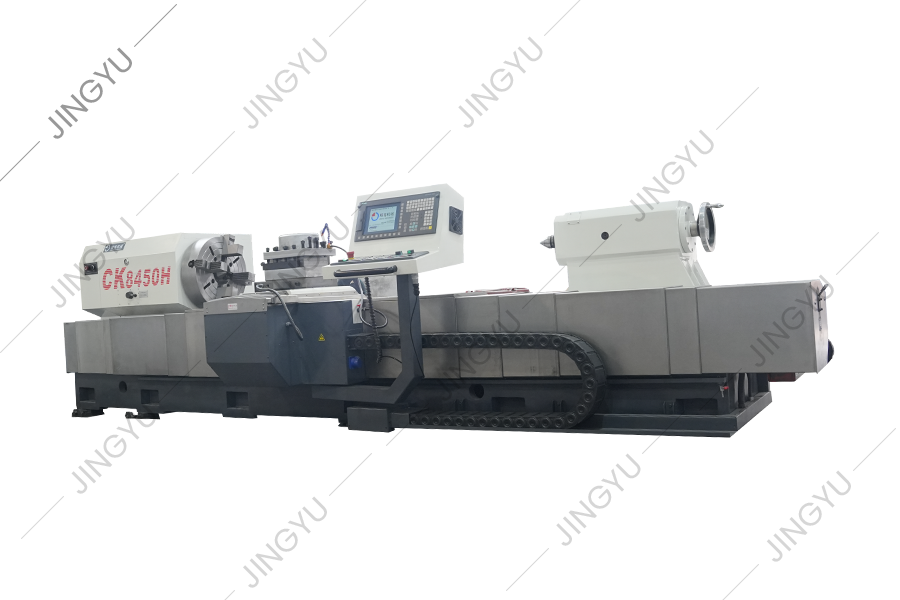

Hohe Präzision CNC -Rolldrehmaschine
-
-
Index Einheit CK8450H Max. Werkstückdurchmesser mm Φ500 (φ600) Max. Werkstücklänge mm 2500 (anpassbar) Maschinenhandbuchformular 2 3 lineare Führungsführer Maschinenhandbuchbreite mm 885 Max. Werkstückgewicht kg 3500 Spindel -Verjüngungslochgröße Nr. 80 Spindelwellendurchmesser mm Φ200 Spindelgeschwindigkeit Drehzahl 3-45; 30-350 Spindelkraft KW 30 Heckstockspindel -Verjüngungslochgröße Morse 6# Durchmesser der Heckstockhülle mm Φ200 X-Achsenschraube 4006 Z-Achsenschraube 6310 Steuerungssystem Siemens 828d Hinweis: Andere CNC -Systeme können nach den besonderen Bedürfnissen der Kunden angepasst werden. -
Verwandte Produkte
-

CNC -Kenn- und Markierungsmaschine
Cat:CNC -Rollfräsmaschine
XK9350 series CNC rebar roll crescent groove milling machine is the upgraded product of XK500 type, which is suitable for processing rolls with dia...
Siehe Details -

CNC -Rollring -Fräsmaschine
Cat:CNC -Rollfräsmaschine
Wir haben umfangreiche Erfahrungen in der Verarbeitung und Verwendung von Bewehrungsrollen gesammelt und eingehende Analysen und Forschungen über d...
Siehe Details -

Automatische CNC -Rollfräsmaschine
Cat:CNC -Rollfräsmaschine
Angesichts der Probleme der Hochgeschwindigkeitsstahlrollenverarbeitung ist die XK8450 CNC Roll Milling Machine eine neue Art von CNC Roll Groove P...
Siehe Details -
Hohe Präzision CNC -Rolldrehmaschine
Cat:CNC Roll Drehung Drehmaschine
Diese Serie von Werkzeugmaschinen wird hauptsächlich zum Pass- und Prozessrollen verwendet. Es kann auch den äußeren Kreis und den Rollhals von Brö...
Siehe Details -

Hochleistungs -CNC -Rollverkehr
Cat:CNC Roll Drehung Drehmaschine
CK8465H CNC Roll-Drehbett nimmt eine 2 3 lineare Rollführerstruktur mit schwerer Nutzung an, dh zwei rechteckige Führungsschienen, die horizontal a...
Siehe Details -

Hohe Effizienz CNC -Rollverkehr
Cat:CNC Roll Drehung Drehmaschine
Die CK84 -Serie CNC Roll Drehmaschine nimmt Siemens 828d CNC -System an und wird von einem Servomotor angetrieben. Bei der Gestaltung dieses Werkze...
Siehe Details -

CNC -Rollringdrehung
Cat:CNC Roll Drehung Drehmaschine
Das CK450 -Schadensbett CNC -Drehmaschine übernimmt das deutsche Siemens -Kontrollsystem. Das Aussehen, das Betriebssystem und das Sicherheitsschut...
Siehe Details -

Vertikale Fräsmaschine CNC
Cat:Verstärkte Präzisions -CNC -Fräsmaschine
Die CNC-verstärkte Fräsmaschine nimmt eine Spindelbox mit voller Gear an, und das Spindel-Getriebeteil nimmt Zahnräder mit einer Präzision von mehr...
Siehe Details -

Mahlmaschinen Ersatzteile
Cat:Ersatzteile und Zubehör
Diese Serie erfolgt hauptsächlich für CNC-Crescent-Fräsmaschinen, um gemeinsame Teile wie Mahlwerkzeughalter, Fräsenschneider, Supportblöcke, Mandr...
Siehe Details -

Drehersatz -Teile
Cat:Ersatzteile und Zubehör
Diese Serie enthält hauptsächlich gemeinsame Teile für CNC-Rollendreher wie CBN-Klingen, PCD-Klingen, Chucks, Schrauben usw.
Siehe Details




-
Die moderne Feinmechanik ist darauf angewiesen CNC-Vertikalfräsmaschine um k...
MEHR LESEN -
CNC-Walzfräsmaschinen liefern unübertroffene Präzision für zylindrische und komplexe Werkstück...
MEHR LESEN -
Das Urteil: CNC-Rollenringdrehmaschinen erreichen Toleranzen im Submikrometerbereich an Lagerr...
MEHR LESEN -
Der industrielle Auftrag und die Präzisionsgrenzen der Hochleistungswalzenbearbeitung ...
MEHR LESEN -
Die Herstellung von hochbelastbaren Profilwalzwalzen, Bewehrungsprofilierungswalzen und gewell...
MEHR LESEN
-
ADRESSE
Nr. 3, Xinghe Road, Zhaxi Industrial Park, Bezirk Chongchuan, Nantong, Provinz Jiangsu, 226003, P.R.China
-
E-MAIL
info@rolllathe.com
-
TELEFON
+86-513-85636116
Copyright © Nantong Jingyu Machinery Co., Ltd. Alle Rechte vorbehalten

