

● Das Werkzeugmaschinenbett verwendet eine schweißte Stahlplatte, und das arbeitende Öltank und das Ölpumpensystem befinden sich extern, um eine einfache Wartung und Reinigung zu erhalten.
● Die Werkzeugmaschine ist vollständig eingeschlossen, um eine Leckage der Arbeitsflüssigkeit zu verhindern. Die linke Seite ist eine schaltbare Tür zum einfachen Austausch von Graphit-Radelektroden. Die Rückseite ist eine Doppelöffnungstür zum einfachen Drehen und Bildungsbild von Graphit-Radelektroden, und die Vorderseite ist eine Doppel-Schiebetür für die Verarbeitungseinstellung und den Austausch von Diamantschleifenrädern.
● Die Werkzeugmaschine stoppt automatisch, wenn die Verarbeitung abgeschlossen ist.
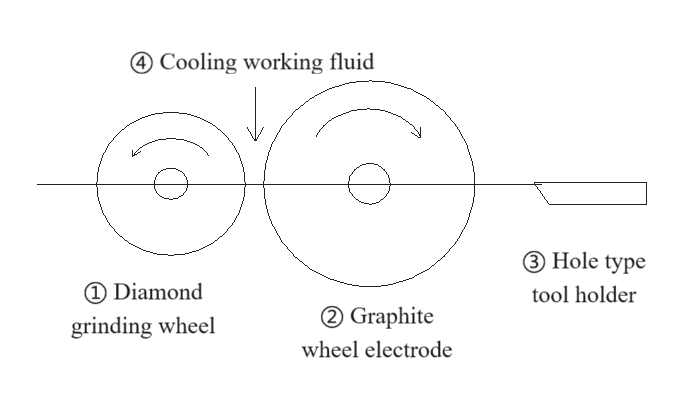
① Diamant -Schleifrad: Limitiert auf Metallbindungs -Diamant -Schleifrad, unter Verwendung von Mandrel Fixed Double Center -Klemme, Servoantrieb, manueller/automatischer Drehleiste.
② Graphit -Radelektrode: Verwenden Sie ein Graphitrad, das als Elektrode einfach zu verarbeiten ist, das Prinzip der Entladungsbearbeitung auftragen und einen elektrischen Funken verwenden, um den zu verarbeitenden Teil des Diamantschleifrads zu entfernen. Das äußere Loch des Graphitrads wird gedreht und durch einen Lochschneider gebildet, der auf dem Werkzeughalter geklemmt ist.
③ Loch -Werkzeughalter: Der Lochschneider kann mit einer Drahtschneidemaschine verarbeitet werden und muss 6 ° zurückgeschnitten, auf den beweglichen Werkzeughalter geklemmt und der äußere Kreis der Graphit -Radelektrode geschnitten und gebildet.
④ Kühlung Arbeitsflüssigkeit: Um den reibungslosen Fortschritt der Entladungsbearbeitung zu gewährleisten, müssen die Kühlflüssigkeit (die Arbeitsflüssigkeit 7# weißes Öl oder 5# Motoröl) in den Verarbeitungsbereich spülen. Die Arbeitsflüssigkeit wird aus dem oberen Teil des Verarbeitungsbereichs gespült, und die Position des Spülenölrohrs wird wiederholt eingestellt, um sicherzustellen, dass im Verarbeitungsbereich keine offene Flamme vorhanden ist.


EDM Diamond Wheel -Dressingmaschine
-
-
Index Einheit MX250 Werkstückmaterial CBN-Schleifräder auf Diamant- und Metallbasis
Max. Werkstückdurchmesser mm Φ280 Max. Werkstückbreite mm 50 Spindelspindelgeschwindigkeit Drehzahl 30 ~ 50 Dragplattengröße mm 140 × 940 Dragplattenreisen mm 120 Mittelhöhe mm 140 Max. Durchmesser des Graphitrads mm 320 -
Verwandte Produkte
-

CNC Roll -Kerbemaschine
Cat:CNC -Rollfräsmaschine
XK9350 series CNC rebar roll crescent groove milling machine is the upgraded product of XK500 type, which is suitable for processing rolls with dia...
Siehe Details -

Hochleistungs -CNC -Fräsmaschine
Cat:CNC -Rollfräsmaschine
In Anbetracht der Probleme der Hochgeschwindigkeits -Stahlrollverarbeitung ist die XK8450 CNC -Rollfräsmaschine eine neue Art von CNC Roll Groove P...
Siehe Details -

Hochleistungs -CNC -Rollverkehr
Cat:CNC Roll Drehung Drehmaschine
CK8465H CNC Roll-Drehbett nimmt eine 2 3 lineare Rollführerstruktur mit schwerer Nutzung an, dh zwei rechteckige Führungsschienen, die horizontal a...
Siehe Details -

Vertikale Fräsmaschine CNC
Cat:Verstärkte Präzisions -CNC -Fräsmaschine
Die CNC-verstärkte Fräsmaschine nimmt eine Spindelbox mit voller Gear an, und das Spindel-Getriebeteil nimmt Zahnräder mit einer Präzision von mehr...
Siehe Details -

CNC -TC -Ring -Schleifmaschine
Cat:CNC -Rollschleifmaschine
Der Rollring-Mühle wird hauptsächlich zum Mahlen von Wolfram-Carbid-Rollenrollen für die Produktion von Drahtstangen mit Hochgeschwindigkeit verwen...
Siehe Details -

CNC karierte Plattenfräsmaschine
Cat:Andere spezialisierte CNC -Maschinen
Gegenwärtig verwendet das Musterrollsteg im In- und Ausland im Allgemeinen Elektrolyseverfahren, gewöhnliche horizontale Mahlmaschinenmahlen und an...
Siehe Details -

CNC -Roll -Gravurmaschine
Cat:Andere spezialisierte CNC -Maschinen
Die CNC -Roll -Gravurmaschine eignet sich für die Verarbeitung verschiedener Rollendflächenmarkierungen. Durch die automatische Bearbeitungssoftwar...
Siehe Details -

EDM Diamond Wheel -Dressingmaschine
Cat:Andere spezialisierte CNC -Maschinen
MX250 ist eine Standard -Diamantrad -Dressingmaschine, die zur Bildung von Diamanträdern für metallurgische Stahlmühlen verwendet wird. Der Durchme...
Siehe Details -

Mahlmaschinen Ersatzteile
Cat:Ersatzteile und Zubehör
Diese Serie erfolgt hauptsächlich für CNC-Crescent-Fräsmaschinen, um gemeinsame Teile wie Mahlwerkzeughalter, Fräsenschneider, Supportblöcke, Mandr...
Siehe Details -

Mühlenzubehör
Cat:Ersatzteile und Zubehör
Diese Serie enthält hauptsächlich gemeinsame Teile für CNC-TC-Ring-Schleifmaschinen und Verbundrollenschleifmaschinen wie Dormen, dynamische und st...
Siehe Details




-
Die moderne Feinmechanik ist darauf angewiesen CNC-Vertikalfräsmaschine um k...
MEHR LESEN -
CNC-Walzfräsmaschinen liefern unübertroffene Präzision für zylindrische und komplexe Werkstück...
MEHR LESEN -
Das Urteil: CNC-Rollenringdrehmaschinen erreichen Toleranzen im Submikrometerbereich an Lagerr...
MEHR LESEN -
Der industrielle Auftrag und die Präzisionsgrenzen der Hochleistungswalzenbearbeitung ...
MEHR LESEN -
Die Herstellung von hochbelastbaren Profilwalzwalzen, Bewehrungsprofilierungswalzen und gewell...
MEHR LESEN
-
ADRESSE
Nr. 3, Xinghe Road, Zhaxi Industrial Park, Bezirk Chongchuan, Nantong, Provinz Jiangsu, 226003, P.R.China
-
E-MAIL
info@rolllathe.com
-
TELEFON
+86-513-85636116
Copyright © Nantong Jingyu Machinery Co., Ltd. Alle Rechte vorbehalten

